This article offers an in-depth look at the Garwin G450 Vacuum Pump, highlighting its technology, applications, and benefits in industrial settings. Vacuum pumps are essential for creating controlled environments and are valuable in sectors ranging from electronics manufacturing to chemical processing. The Garwin G450 model stands out for its efficiency and reliability, catering to a wide range of professional needs.
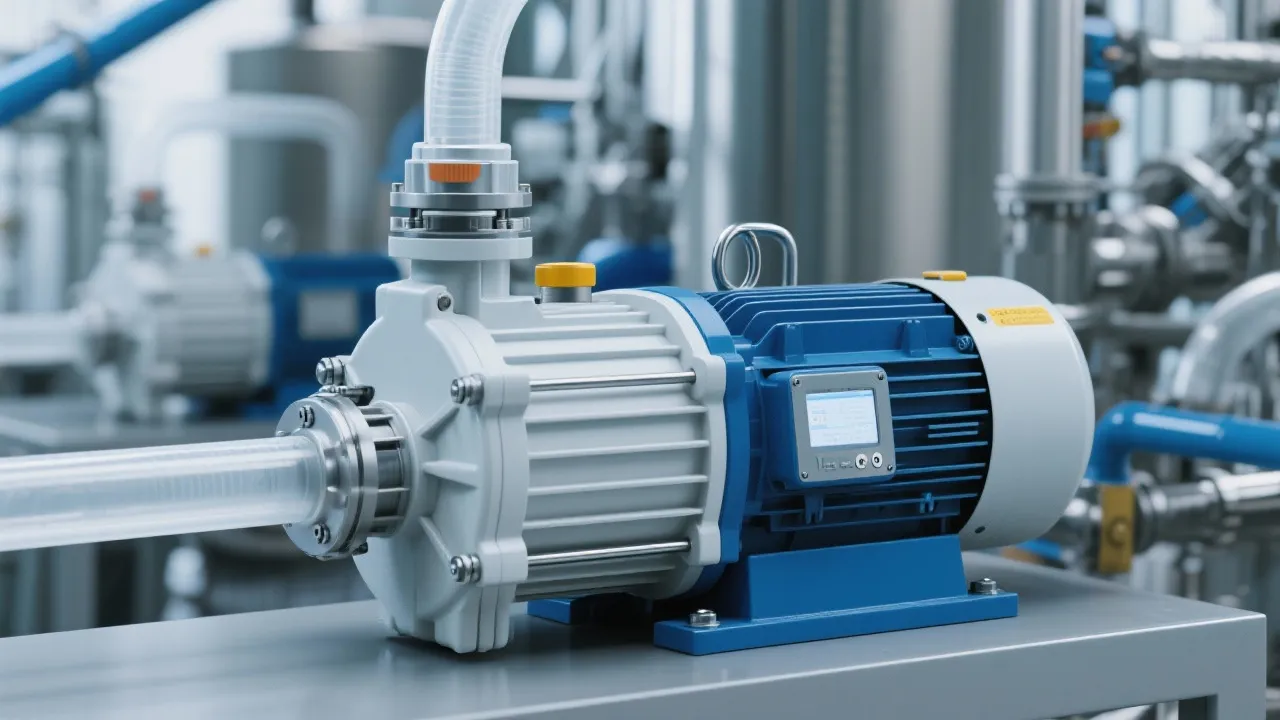
In the realm of industrial equipment, the Garwin G450 Vacuum Pump stands as a testament to advanced engineering and efficient design. Known for its robust performance and adaptability, this pump is pivotal in creating precise and stable vacuum levels essential for numerous industrial processes. As industries evolve, the demand for reliable and efficient vacuum solutions has grown, making the Garwin G450 a centerpiece in discussions of operational optimization.
The G450 model is engineered to meet the needs of a variety of industries, including automotive, food processing, and chemical manufacturing. It not only excels in performance but also in adaptability, making it a comprehensive solution for industry-specific challenges. As manufacturing processes become more advanced and automated, the need for dependable vacuum systems like the G450 becomes increasingly crucial.
It is important to delve into the inherent features that define the Garwin G450, from its durability under stress to its compatibility with modern technologies that support Industry 4.0. By understanding these aspects, operators can appreciate the value it brings in enhancing productivity and efficiency.
The Garwin G450 is equipped with cutting-edge technology, which enhances its capability to deliver consistent and reliable vacuum performance. The pump's design incorporates innovative mechanisms that significantly reduce energy consumption while maximizing output. This combination of efficiency and power not only supports sustainable industrial practices but also translates into cost savings for businesses over time.
Furthermore, the G450 features an advanced digital monitoring system, which provides real-time data on the pump's performance. Operators can monitor vacuum levels, energy consumption, and operational status through an intuitive interface. This connectivity not only enhances performance but allows for predictive maintenance, reducing downtime and extending the operational lifespan of the pump.
Built with high-quality materials and advanced manufacturing techniques, the G450 is designed to withstand harsh industrial environments. Its ability to maintain performance under varying conditions sets it apart from competitors. The inclusion of self-diagnosing capabilities further simplifies maintenance procedures, ensuring that any potential issues are identified and addressed proactively.
The versatility of the Garwin G450 Vacuum Pump is reflected in its wide array of applications. In the semiconductor industry, it plays a crucial role in the production of microelectronics by ensuring contaminant-free environments. Vacuum environments are essential for processes such as ion implantation and etching, where even minute particles can compromise integrity. The G450 ensures that these specifications are met with unparalleled accuracy, supporting process efficiency and product quality.
Similarly, in the pharmaceutical sector, the pump is instrumental in maintaining sterile conditions during the manufacturing of sensitive medication. It is essential that vacuum systems in this industry can quickly reach and maintain a vacuum level without fluctuations, as this impacts product sterility. The G450 excels in this context, delivering the reliability necessary for high-stakes industrial processes.
Moreover, the food processing industry takes advantage of the G450 for packaging and preserving food products. Vacuum sealing helps extend shelf life by removing air, which can lead to spoilage. The pump’s efficiency in creating and maintaining an ideal vacuum is essential, particularly in bulk production lines where consistency is key to meeting health regulations and customer demands.
Another significant application can be found in the automotive industry, where vacuum systems are used in brake systems, fuel systems, and engine testing. The reliability of the G450 means that automotive manufacturers can perform rigorous testing with confidence, ensuring that every component meets safety standards before going to market. These applications highlight just how critical the Garwin G450 is across various sectors.
| Condition | Description |
|---|---|
| Operational Environment | The pump operates optimally at temperatures ranging between 15-35°C with controlled humidity levels. Maintaining these conditions is critical to ensure the longevity and reliability of the pump's performance. |
| Power Specifications | Requires a stable power supply of 220 volts for uninterrupted operations. The pump’s energy-efficient design also means that it can deliver high performance without requiring excessive power, making it a better option in terms of energy consumption. |
| Maintenance Schedule | Recommended routine checks and maintenance every 2,000 hours of operation to ensure longevity and efficiency. This routine is essential not only for identifying wear and tear but also for adherence to industry regulations regarding equipment performance standards. |
Industry experts highlight the Garwin G450’s adaptability and resilience as key attributes that make it a preferred choice in numerous sectors. Its ergonomic design and user-friendly interface reduce the learning curve, enabling quick integration into existing systems. Prospective users are encouraged to evaluate their specific requirements against the capabilities of the G450 to fully leverage its potential.
Moreover, experts point to the increasing role of automation in modern industrial settings as a significant factor that enhances the appeal of the G450. The pump can be easily integrated into automated systems, allowing for seamless operation and control. This ability not only enhances productivity but also supports the transition towards smarter manufacturing practices.
Feedback from current users emphasizes satisfaction with the pump's performance and the marked improvement in operational efficiency since its implementation. Additional support from Garwin's customer service team ensures that any inquiries or issues are swiftly addressed, further solidifying user confidence in the product.
Ultimately, the combination of innovative technology, reliability, and efficiency positions the Garwin G450 as a frontrunner in the vacuum pump market. This not only reflects a commitment to quality but also aligns with the evolving demands of today's industry.
Explore the Tranquil Bliss of Idyllic Rural Retreats

Ultimate Countdown: The 20 Very Legendary Gaming Consoles Ever!
Understanding Halpin and its Influence

Affordable Full Mouth Dental Implants Near You

Discovering Springdale Estates

Illinois Dentatrust: Comprehensive Overview

Embark on Effortless Adventures: Unveiling the Top in Adventures Made Easy Outdoor Equipment

Unveiling Ossur Valves: Innovation in Prosthetics

Unlock the Full Potential of Your RAM 1500: Master the Art of Efficient Towing!

Unveiling Ossur Valves: Innovation in Prosthetics
Ossur Valves represent a remarkable advancement in prosthetic technology, enhancing the comfort and functionality for users globally. These specialized valves are essential components in prosthetic limbs, facilitating pressure release and improving the overall fit, thereby contributing significantly to the quality of life and mobility for those who use them. In this article, discover the significance of Ossur Valves in optimizing prosthetic devices and explore their impact on the industry through detailed analysis and expert insights.

The Future with Ossur Valves
Ossur Valves are integral components in modern prosthetic devices, enhancing mobility and comfort for users worldwide. These engineering marvels offer profound advancements in prosthetic technology, allowing for dynamic movements and a more tailored experience for each individual. High-quality materials and cutting-edge design contribute to their prominent position in the industry.

Understanding Corrosion Inhibitor Manufacturers
In today's industrial landscape, corrosion inhibitor manufacturers play a crucial role in safeguarding equipment and infrastructure against corrosive damage. These manufacturers provide specialized chemicals that prevent corrosion in various environments, including industries such as oil and gas, marine, and construction. Understanding their operations and offerings is essential for selecting the right supplier and maintaining asset longevity.

Understanding Formosa Polypropylene Industry
This article delves into the significance of Formosa Polypropylene within the industrial sector. A key player in the production of polypropylene, Formosa is renowned for its cutting-edge manufacturing processes and strategic supply chain operations. Providing extensive insights, this analysis explores the multifaceted applications and economic impact of Formosa Polypropylene, a fundamental material in various industries.

Understanding Corrosion Inhibitors Industry
The article delves into the intricacies of corrosion inhibitor manufacturers and their critical role in various industrial domains. Corrosion inhibitors are chemical compounds that significantly reduce the rate of metal corrosion when added to a liquid or gas. This article provides an in-depth exploration of the market dynamics, technologies, and emerging trends shaping the landscape of corrosion inhibition.
Understanding Ossur Valve Technology
The article delves into the advanced technological innovations of Ossur Valves within the field of prosthetics. Ossur, a leading provider of orthopedic devices, focuses on enhancing the quality of life for individuals with limb deficiencies. The integration of Ossur Valves in prosthetics improves user comfort and functionality, representing cutting-edge development in healthcare technology.